咨詢服務熱線 0710-7869688



News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
 安耐捷涂料系列
安耐捷涂料系列
 精品牛牛影視久久精品:產品說明ANJ F 802
精品牛牛影視久久精品:產品說明ANJ F 802
 精品牛牛影視久久精品:產品說明ANJ F 801
精品牛牛影視久久精品:產品說明ANJ F 801
 精品牛牛影視久久精品:ANJ產品說明書330
精品牛牛影視久久精品:ANJ產品說明書330
 精品牛牛影視久久精品:ANJ產品說明書320
精品牛牛影視久久精品:ANJ產品說明書320
 精品牛牛影視久久精品:ANJ產品說明書310
精品牛牛影視久久精品:ANJ產品說明書310
 精品牛牛影視久久精品:ANJ產品說明書300
精品牛牛影視久久精品:ANJ產品說明書300
 精品牛牛影視久久精品:ANJ產品說明書130
精品牛牛影視久久精品:ANJ產品說明書130
 精品牛牛影視久久精品:ANJ產品說明書120
精品牛牛影視久久精品:ANJ產品說明書120
 精品牛牛影視久久精品:ANJ產品說明F 203S
精品牛牛影視久久精品:ANJ產品說明F 203S
 精品牛牛影視久久精品:ANJ產品說明802
精品牛牛影視久久精品:ANJ產品說明802
 精品牛牛影視久久精品:ANJ產品說明801
精品牛牛影視久久精品:ANJ產品說明801
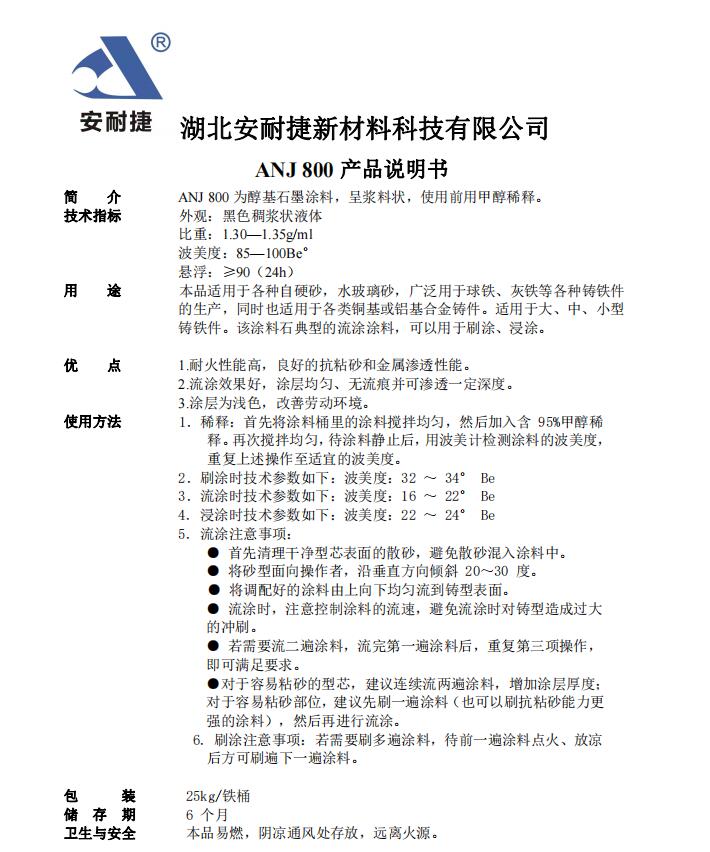 精品牛牛影視久久精品:ANJ產品說明800
精品牛牛影視久久精品:ANJ產品說明800
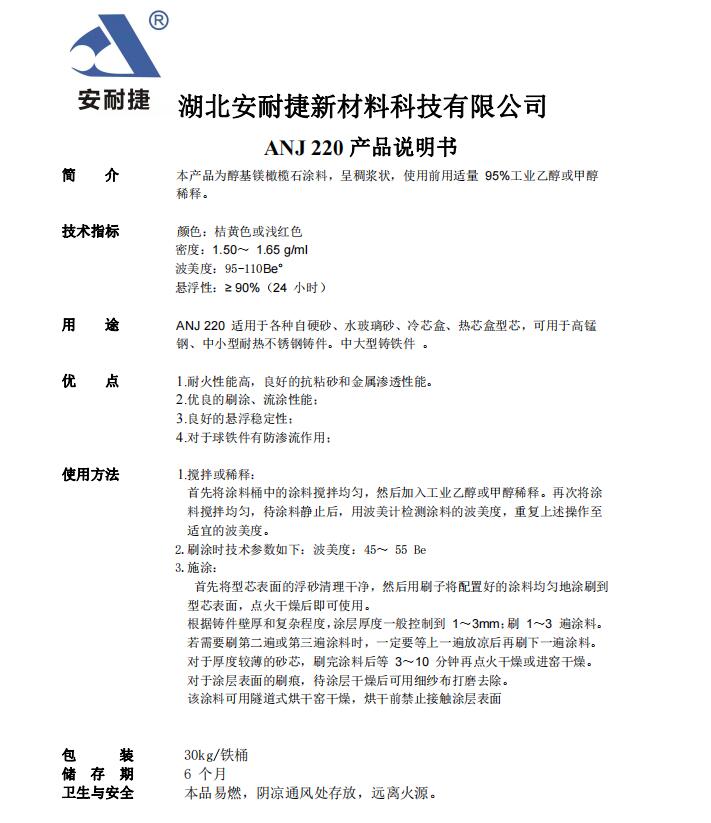 精品牛牛影視久久精品:ANJ產品說明220
精品牛牛影視久久精品:ANJ產品說明220
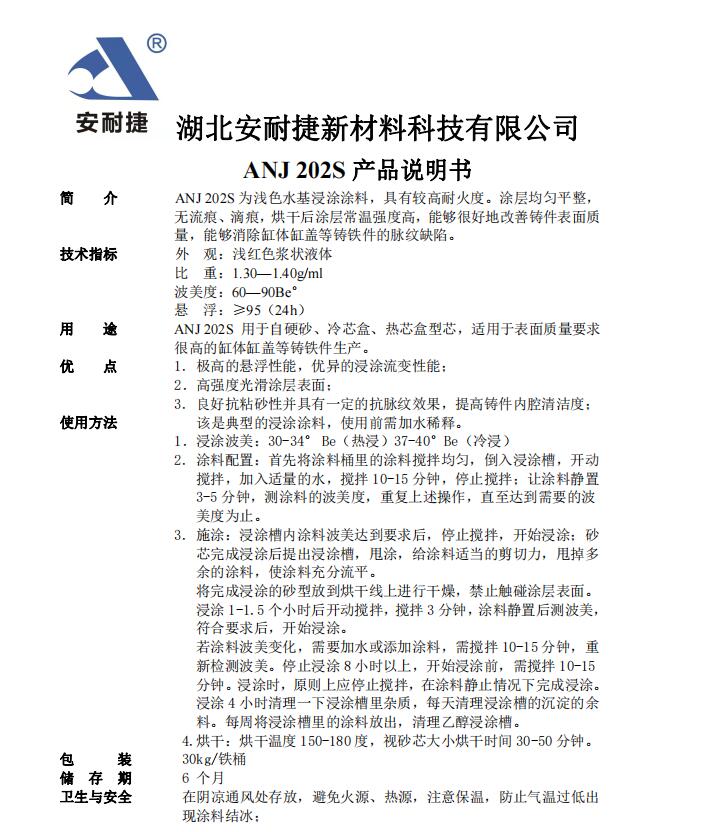 精品牛牛影視久久精品:ANJ產品說明202S
精品牛牛影視久久精品:ANJ產品說明202S
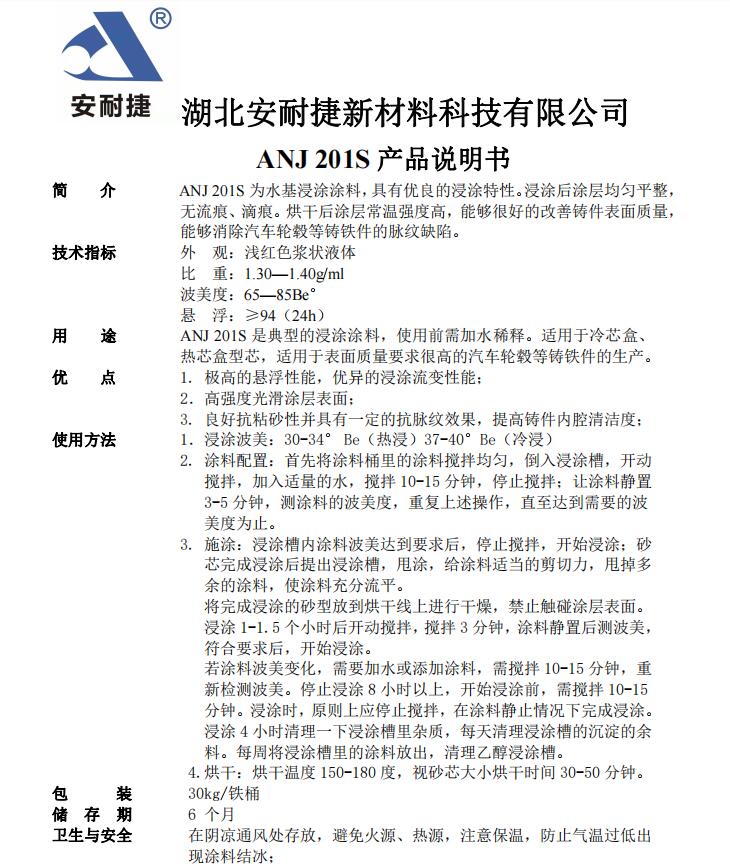 精品牛牛影視久久精品:ANJ產品說明201S
精品牛牛影視久久精品:ANJ產品說明201S
 精品牛牛影視久久精品:ANJ產品說明200S
精品牛牛影視久久精品:ANJ產品說明200S
 精品牛牛影視久久精品:ANJ產品說明200
精品牛牛影視久久精品:ANJ產品說明200
 精品牛牛影視久久精品:ANJ產品說明110
精品牛牛影視久久精品:ANJ產品說明110
 精品牛牛影視久久精品:ANJ產品說明101S
精品牛牛影視久久精品:ANJ產品說明101S
 精品牛牛影視久久精品:ANJ產品說明100S
精品牛牛影視久久精品:ANJ產品說明100S
 精品牛牛影視久久精品:ANJ產品說明100
精品牛牛影視久久精品:ANJ產品說明100
 精品牛牛影視久久精品:安耐捷F-200G高發熱冒口產品說明
精品牛牛影視久久精品:安耐捷F-200G高發熱冒口產品說明
 精品牛牛影視久久精品:ANJF-909發熱冒口覆蓋劑說明書
精品牛牛影視久久精品:ANJF-909發熱冒口覆蓋劑說明書
 精品牛牛影視久久精品:ANJF-400D冒口說明書
精品牛牛影視久久精品:ANJF-400D冒口說明書
 精品牛牛影視久久精品:ANJF-300B發熱保溫板
精品牛牛影視久久精品:ANJF-300B發熱保溫板
 精品牛牛影視久久精品:ANJF-200X說明書
精品牛牛影視久久精品:ANJF-200X說明書
 精品牛牛影視久久精品:ANJF-100B冒口說明書
精品牛牛影視久久精品:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
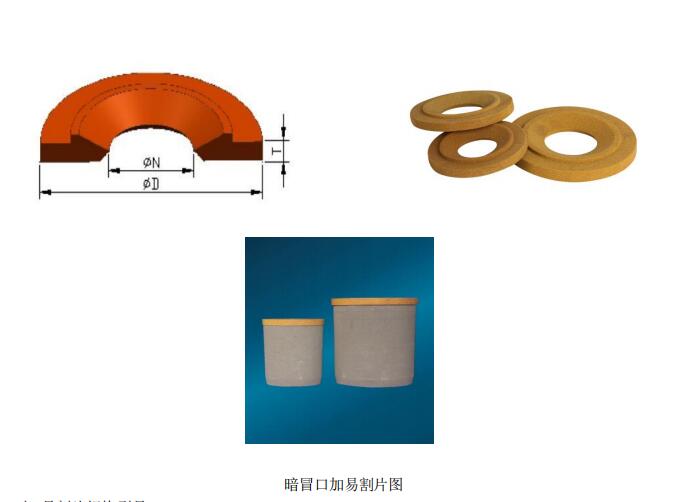 精品牛牛影視久久精品:安耐捷F-EGP系列冒口易割片
精品牛牛影視久久精品:安耐捷F-EGP系列冒口易割片
 精品牛牛影視久久精品:鑄造用ANJ-F系列高效發熱冒口應用技術
精品牛牛影視久久精品:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 精品牛牛影視久久精品:廣東煉鋼電爐爐料如何選擇
精品牛牛影視久久精品:廣東煉鋼電爐爐料如何選擇
 精品牛牛影視久久精品:湖北武漢襄陽耐火材料
精品牛牛影視久久精品:湖北武漢襄陽耐火材料
 精品牛牛影視久久精品:溫州打爐料坩堝解決方案
精品牛牛影視久久精品:溫州打爐料坩堝解決方案
 成型坩鍋
成型坩鍋
 中性爐襯材料
中性爐襯材料
 堿性爐襯材料
堿性爐襯材料
 精品牛牛影視久久精品:酸性爐襯材料F系列
精品牛牛影視久久精品:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 精品牛牛影視久久精品:酸性爐襯材料A系列
精品牛牛影視久久精品:酸性爐襯材料A系列
 精品牛牛影視久久精品:酸性爐襯材料R系列
精品牛牛影視久久精品:酸性爐襯材料R系列
 精品牛牛影視久久精品:酸性爐襯材料G系列
精品牛牛影視久久精品:酸性爐襯材料G系列
 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 精品牛牛影視久久精品:酸性爐襯材料2系列
精品牛牛影視久久精品:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 精品牛牛影視久久精品:酸性爐襯材料3系列
精品牛牛影視久久精品:酸性爐襯材料3系列
 精品牛牛影視久久精品:酸性爐襯材料D系列
精品牛牛影視久久精品:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 精品牛牛影視久久精品:中性爐襯材料烤爐工藝
精品牛牛影視久久精品:中性爐襯材料烤爐工藝
 精品牛牛影視久久精品:中性爐襯材料烘爐工藝
精品牛牛影視久久精品:中性爐襯材料烘爐工藝
 精品牛牛影視久久精品:60噸中頻電爐工藝
精品牛牛影視久久精品:60噸中頻電爐工藝
 精品牛牛影視久久精品:45噸爐氣動筑爐烘爐工藝
精品牛牛影視久久精品:45噸爐氣動筑爐烘爐工藝
 精品牛牛影視久久精品:40噸爐氣動筑爐烘爐工藝
精品牛牛影視久久精品:40噸爐氣動筑爐烘爐工藝
 精品牛牛影視久久精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
精品牛牛影視久久精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 精品牛牛影視久久精品:5噸中性料施工工藝
精品牛牛影視久久精品:5噸中性料施工工藝
 精品牛牛影視久久精品:3噸中性料施工工藝
精品牛牛影視久久精品:3噸中性料施工工藝
 精品牛牛影視久久精品:2噸中性料施工工藝
精品牛牛影視久久精品:2噸中性料施工工藝
 精品牛牛影視久久精品:1.5噸中性料施工工藝
精品牛牛影視久久精品:1.5噸中性料施工工藝
 精品牛牛影視久久精品:0.75噸中性料施工工藝
精品牛牛影視久久精品:0.75噸中性料施工工藝
 精品牛牛影視久久精品:中性爐襯材料LFS-983產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-983產品介紹
 精品牛牛影視久久精品:中性爐襯材料LFS-982產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-982產品介紹
 精品牛牛影視久久精品:中性爐襯材料LFS-885CR產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-885CR產品介紹
 精品牛牛影視久久精品:中性爐襯材料LFS-882A產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-882A產品介紹
 精品牛牛影視久久精品:中性爐襯材料C-90產品介紹
精品牛牛影視久久精品:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 精品牛牛影視久久精品:中性料C-75熔鋁產品介紹
精品牛牛影視久久精品:中性料C-75熔鋁產品介紹
 精品牛牛影視久久精品:8噸酸性料施工工藝
精品牛牛影視久久精品:8噸酸性料施工工藝
 精品牛牛影視久久精品:3噸酸性料施工工藝
精品牛牛影視久久精品:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 精品牛牛影視久久精品:1噸酸性料施工工藝
精品牛牛影視久久精品:1噸酸性料施工工藝
 精品牛牛影視久久精品:0.75噸酸性料施工工藝
精品牛牛影視久久精品:0.75噸酸性料施工工藝
 精品牛牛影視久久精品:0.5噸酸性料工藝
精品牛牛影視久久精品:0.5噸酸性料工藝


由于轉爐爐襯材料各部位工作的環境不同,造成了轉爐爐襯各部位不均勻蝕損,濺渣護爐技術雖可以通過濺渣造襯,但是難以在爐襯表面形成一均勻掛渣層,而且也很難對局部蝕損嚴重的部位進行修補,因此轉爐爐襯的修補是延長爐襯壽命、均衡爐襯損毀、降低生產成本的有力措施。由于轉爐操作的不穩定因素,當爐襯某些部位出現過早地損毀時,爐襯的修補就應該開始,而且這種修補要維持到爐襯壽命中止。到爐襯使用的后期,修補量會不斷增加,修補所用的時間也不斷延長,已經影響到轉爐的穩定操作,這時爐襯壽命就應該中止了。轉爐使用的修補料主要有噴補料和熱自流修補料兩種。
轉爐用熱自流修補料
熱自流修補料主要用于轉爐的迎鋼面和出鋼側的部位修補,又稱為大面修補料,簡稱大面料。使用時將修補料從爐口投入爐內,搖動爐體,修補料在爐內余熱的作用下,出現流動并鋪展在爐襯的蝕損部位,熱自流修補料應具有以下性能:
(1) 自流料在轉爐爐襯的余熱溫度下(800~1200)有很好的鋪展性和流動性。
(2) 自流料在鋪展后很快固化。
(3) 固體的自流料與原爐襯材料有較好的黏結性。
(4) 自流料自身應有很好的抗侵蝕性,能防止修補料層在下次冶煉時被侵蝕掉。
自流料以鎂砂、鎂白云石砂為基本原料,工藝性能則主要取決于結合劑。常用的結合劑是瀝青、樹脂,或兩者的混合物。傳統的轉爐大面投補料是中溫瀝青加拌的重燒鎂砂, 即所謂的燒補料。一般修補一次碳化時間要40?60min,使用壽命為10次左右;在瀝青鎂砂基礎上,提高了原料檔次,采用了部分改性樹脂和添加劑,可以明顯提高大面投補料 使用壽命,并將固化時間縮短到30~40min。
還有一種料就是含水的鎂質自流大面修補料。這種料實質上是鎂質自流澆注料,它含有很多硅灰,加水量一般為5% ~7%,基本上與鎂質自流澆注料相同。由于流動介質是水,所以燒結用時較短和環保。而且它是澆注料,加水量很少,因此它的體積密度較高強度也較高,因此耐侵蝕和沖刷性能較好,即有良好的使用壽命,使用壽命一般達到25~35爐次。由于鎂質材料加水后,很快就硬化而失去流動性,因此施工現場要放置一個攪拌機,加水攪拌后,馬上投入爐內。
由于鎂炭磚遠比鎂磚更適用于轉爐,因此,鎂碳質自流料修補轉爐大面應該是一個發展方向,值得進一步進行開發應用工作。同時今后在降低單耗和成本的目標下,大面料的結合劑也應是今后的一個研究和發展方向。

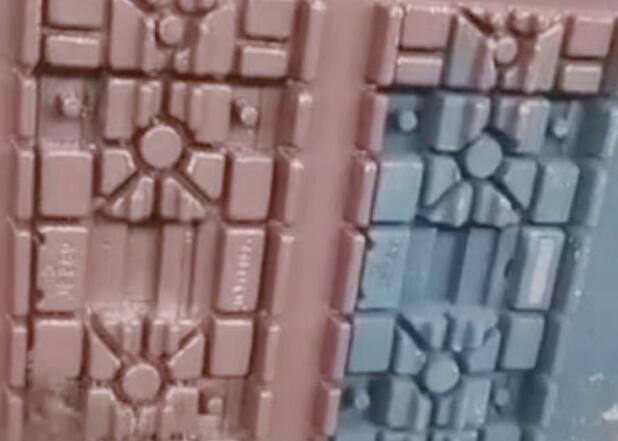
轉爐用噴補料
轉爐爐襯在爐役期間有局部損壞又不宜用補爐料修補的地方,如耳軸、渣線部位,可采用噴補技術。對局部損壞嚴重的部位集中噴射耐火材料,使其與爐襯磚燒結為一體,對爐襯進行修復。轉爐爐襯噴補料的主要原料由鎂砂、結合劑、增塑劑和少量水組成。通常采用的噴補方法有干法噴補、半干法噴補、火焰噴補。對轉爐爐襯噴補料的具體要求是有足夠的耐火度;能承受爐內高溫的作用;噴補料能附著于待噴補的爐襯上;材料脫落要少;噴補料附著層能與待噴補的紅熱爐襯表面(800?1000)很好地燒結,熔融為一體并具有足夠的強度;噴補料附著層能承受高溫熔渣、鋼水、爐氣及金屬氧化物蒸氣的侵蝕;噴補料在噴射管中能通暢流動。
實施半干法噴補作業的噴補機包括貯料罐、壓縮空氣輸送機構、噴嘴;貯料罐中的噴補料經壓縮空氣送到噴嘴,混入適量水分(10%~18%),在空氣壓力下以一定速度噴射至爐襯工作面上,噴補料.后黏結固化。影響半干法噴補效果的工藝因素有:
(1) 爐襯噴補是在熱態下進行的,所以工作面的殘**度對噴補效果有明顯影響,一般認為800~1000比較好;
(2) 噴補料的顆粒組成、結合劑、加水量、空氣壓力等對噴補料的附著率影響嚴重,噴補料的基本原料是鎂砂和鎂白云石砂,結合劑則主要是粉狀硅酸鈉、磷酸鈉及鈣、鉀的磷酸鹽、鉻酸鹽等。結合劑的一個作用是使噴補料有黏附性,能有效地附著在爐襯工作面上;另一個作用是在高溫下能形成高溫礦物相,使噴補料不但能與爐襯工作面牢固地燒結成一個整體,而且使自身有很好的抗侵蝕性。在噴補料組分中常要求含有一定量CaO,這可以提高噴補料的高溫性能和黏附性。噴補料的有效性用附著率和使用次數來衡量,一般附著率要求大于85%,使用次數為3?5次。
火焰噴補.先應用于焦爐的修補,后來擴展到轉爐爐襯上,是一項技術難度較大的新技術。對于轉爐爐襯半干法噴補是既簡單又方便的方法,但是它有致命的弱點,即在噴補過程加入水分,這些水分在接觸到修補工作面時,由于殘余熱量的作用,會產生大量水蒸氣,并會蓄積一定的蒸汽壓,給噴補料和工作面的黏結以及噴補料的使用留下隱患。但火焰噴補不添加水分,而是配入可燃性物料、可燃性氣體和氧氣,噴補料在噴補過程中燃燒發熱,一部分物料成熔融態,接觸到有相當高溫度的工作面時,會馬上熔融燒結成一個整體。配入的可燃性物料和可燃性氣體包括焦炭粉、煤粉、丙烷、甲烷、氧氣等。火焰噴補多在轉爐出鋼后的作業間隙中進行,噴補時間很短,爐襯殘**度比較高,黏附效果好,使用壽命比較長,一般噴補一次可以使用10~20次。
為了提高噴補料的質量,應該向**鎂砂和鎂碳質噴補料的方向發展。噴補方法應該由半干法噴補向火焰噴補方向發展。近年來出現的一種干法鎂碳質噴補料(w(MgO)> 85%,C:7%~ 10%)是一種干式料,干噴到熱爐襯時,內含發熱劑燃燒,導致結合劑熔化,把噴到爐襯上的噴補料焊接在爐襯上。這樣附著率達到90%以上,這種噴補料也類似于火焰噴補料,再加上是鎂碳質的,因此使用效果非常好,使用壽命增加到30次以上。
分別看完了兩種料的性能和組成之后,相信大家自己就能做出一個判斷,根據不同的爐況、不同的部位來選擇合適的修補材料


 當前位置:
當前位置:
